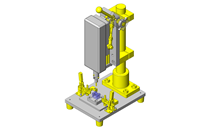
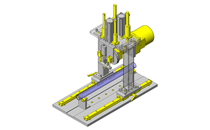
本案例"孔测定销",在同样位置进行3种检查。工件外形是模铸的,没有精度。因此,以下部销孔槽及下面的切割加工部位为基准,得出位置根据检查夹具1,测定销的直径的决定方法是考虑购买的零件及加工零件的公差,实际上检查NG的标准品和OK的标准品之后,决定使用哪一个加工公差测定销 。
目的・动作
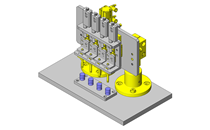
· 检查夹具交替测定检查夹具1:孔槽的位置度检查夹具2:座面的距离检查夹具3:座面的大小
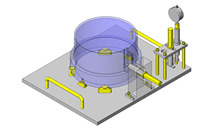
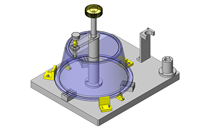
· 检查夹具1:孔槽的位置度
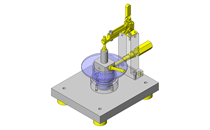
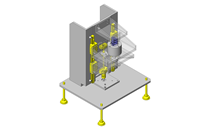
· 检查夹具2:座面的距离
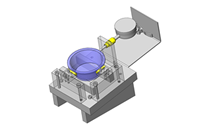
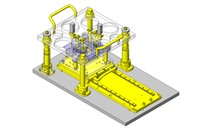
· 检查夹具3:座面的大小
· 动作规格1.工件固定2.选定检查夹具3.将检查夹具插入支架
· 1.工件固定
· 2.选定检查夹具
· 3.将检查夹具插入支架
IDEA NOTE1 模铸工件的简易定位
因为工件的外形没有精度,工件孔槽用锥形移动销组件定位,能够容易地固定工件
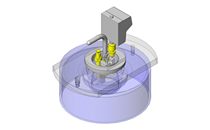
IDEA NOTE2 插入孔槽的方法
用于检查销孔的中间孔和腰型孔,有3种检查夹具对应。

设计要点,尺寸规格等更多案例信息,请点击进入案例详情